网站首页
产品中心
彩钢瓦资讯
钢结构动态
岩棉板资讯
围挡资讯
联系我们
关于我们
钢结构动态
NEWS
我们用十分的品质 填平您产品一分的瑕疵
您所在的位置:
首页
>
信息动态
> 钢结构动态
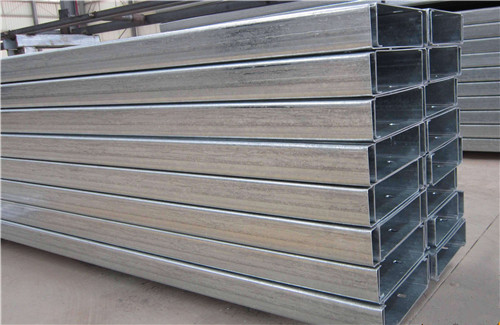
襄阳钢结构加工中檩条变形问题的处理方法
来源:
www.hblw.com.cn
发布时间:2021-11-23
返回列表
襄阳钢结构加工
关于
襄阳C型钢
檩条跨度的选择,
襄阳钢结构工程
讲述其实用的地方不同,选择跨度也就不一样。就以屋面结构为例,屋面结构是人字桁架梁,上铺C型钢檩条。楼面结构为平行弦架主梁,上铺C型钢楼面檩条、楼面桁架梁高400mm。屋面梁、楼面梁两头均通过螺丝衔接于两头的双拼C型钢柱。根底选用300mm×300mm条形根底,砼标示C20。侧向抗风系统靠交叉斜杆传送到端部的山墙。
在钢结构加工过程中,钢构件出现变形是常见的问题,这是什么原因造成的呢?应该如何避免或解决?下面,随钢结构厂家一起来看看吧。
钢结构加工出现变形的原因:
1、复杂钢结构加工中出现的变形,主要有热变形、冷变形或相互关联的构件不能组装成一体。
2、热变形常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。
减少钢结构加工焊接热变形的操作方法:
1、夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。
2、反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。
3、采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。
4、焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是一道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,变形方向,总和先焊的焊缝引起的变形方向相一致。
上一条:
襄阳钢结构能应用承受振动荷载影响地震效果的结构
下一条:
为啥现在的工厂用的都是襄阳钢结构厂房
相关文章
襄阳钢结构工程为什么采用喷漆和镀锌技术
襄阳钢结构工程建筑应用特性分析
襄阳钢结构工程施工需充分领会设计意图
哪些生产方法可使襄阳C型钢才能壁厚均匀
襄阳C型钢是如何成为建筑行业的顶梁支柱的
相关产品
襄阳钢结构建筑
襄阳钢结构公司
襄阳C型钢厂家
襄阳C型钢价格
襄阳C型钢
新闻导航
NEWS
彩钢瓦资讯
钢结构动态
岩棉板资讯
围挡资讯
新闻推荐
襄阳彩钢瓦的用途和优势
关于襄阳岩棉彩钢板的特点
襄阳岩棉夹芯板的隔音效果究竟能达到什么水平
襄阳彩钢夹芯板的防火性能是否满足高层建筑需求
如何做好襄阳彩钢净化板的安装
联系我们
全国服务热线:18671062099
公司商务QQ:1024520154
电子邮箱:
1024520154@qq.com
公司网址:
www.hblw.com.cn
公司地址:湖北襄阳光彩工业园D1厂房(春园北路直行光彩高新工业园南大门)